プレス金型とプレス機の基礎知識
長く付き合える
プレス金型メーカーは?
おすすめのプレス
金型メーカー3選
プレス金型やプレス機についての基礎知識をまとめています。プレス金型やプレス機の利用を考えている方はこちらをチェックしてみてください。
プレス金型とは
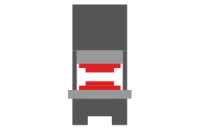
プレス金型は、プレス機械に取り付けて素材を切る・曲げる・伸ばす・圧縮するといった加工を施すことができる特殊な工具です。1対のパンチ(雄型)とダイ(雌型)のプレス金型で板状の素材を挟み、上方向から圧力をかけることで目的の寸法に成型・保持します。
金型の材料には、粘り強く欠けが起こりにくい合金工具鋼や、耐熱性が高いた高速度工具鋼(ハイス)といった工具鋼が使用されています。
プレス金型とその種類に
ついて
金型を一つ作ることで、同じクオリティの製品を大量に生産することが可能です。世の中には自動車製品からプラスチック・樹脂など様々な製品がありますが、その多くが金型から生まれているものです。
抜き・曲げ・絞り・圧縮を行うことで、様々な成形を可能にするプレス金型ですが、プレス金型にもいくつかの種類があります。
単発型
それぞれの工程が独立しているので、1台にプレス1型の取り付けが可能。オーソドックスなスタイルのプレス機です。
順送型
複数の工程を金型内に配置するタイプのプレス金型で、複雑な形状加工を可能にしています。直線だけではなく、曲線の多い成型に向いています。
トランスファー型
1台の搬送機構付を持ったプレスに独立した金型を複数搭載していることから、短時間で多くの生産を可能にします。物理的な問題で対象製品が小型のものが多いですが、中には大きなトランスファー型プレス金型もあります。
ロボット型

それぞれの工程が独立している金型を、独立した搬送機構にて同調させることで製品を加工します。
プレス金型の構成・部品
プレス金型は、複数の部品で構成されています。各部品が機能を持ち、製品に直接関係するパンチやダイ、整形する部品を組み込むパンチプレートやダイプレートまであって初めてプレス作業が成立するのです。構成部品がひとつでも欠けると、プレス加工はできません。ここではプレス金型を構成する各部品の特徴をご紹介します。
パンチ
加工材を押し付ける工具で、ポンチや雄型とも呼ばれます。せん断、曲げ、絞りなどの加工全般で必要です。ただし、雄型と呼ばれるように、対となる雌型、ダイがないとプレス加工ができません。
パンチプレート
パンチの位置や垂直の状態を保つための板です。パンチプレートがないと、精度が落ちるため重要な部品です。
ダイ
ダイは雌型と呼ばれ、パンチの対となる部品です。プレス加工による成形では、パンチとダイの形状で加工製品の形が決定します。また、パンチとダイの位置関係も精度に影響を与えます。
ダイセット
金型をプレス機に固定し、正確に上下させるための部品です。ダイやパンチなどの金型部品を保持するために欠かせません。上下ありますが、作りが甘いと加工品全般の精度に悪影響を与えます。金型の交換が簡単に交換できるかどうかも、ダイセットの機能性に求められる要素です。
ダイプレート
ダイの破損を防ぐための板です。ダイと一体化したタイプや、入れ子式になっているタイプがあります。
ガイドポスト
上下のダイセットの芯合わせで必要な部品です。ガイドポストがないと、上下の型の位置がずれるために高い精度が出ません。金型に大きな負担をかけて破損させないためにも重要な部品です。
ストリッパプレート
変形やずれが生じないよう、加工材を押さえつける部品です。パンチ先端部の破損を予防するガイドの役割もあります。
バッキングプレート
プレスをしたとき、パンチがダイにめり込んでしまうのを防ぐ役割があります。熱処理を施し、プレス時の大きな負担にも耐えられる強度を持っているのが特徴です。バックアッププレートや、バックプレートとも呼ばれます。
プレス金型に使用される素材
プレス金型は、構成する各部品が機能しないと想定通りの精度を出せません。機能性を高めて効率性を出すには、金型部品の材質も重要視されます。金型部品の材質で見るべきポイントは「耐摩耗性」「機械的性質」「熱処理性」「機械加工性」です。性質を見極めると、各金型部品にふさわしい材質がわかります。
たとえば、SS400のような一般構造用圧延鋼材は熱処理を行わず、パンチホルダやダイホルダに採用されることが多いようです。強度が求められるパンチプレートやストリッパは、S10C~S58Cのような機械構造用炭素鋼鋼材。
SKS3やSKS93といった特殊工具鋼鋼材は、熱処理や耐摩耗性に優れているため、パンチやダイに使われます。特殊工具鋼鋼材より耐摩耗性が求められるなら、SKD11といったダイス鋼です。
プレス金型の各部品にどんな材質が使われているかご紹介します。
- パンチホルダ・ダイホルダ
通常は、SS400やS50がよく用いられますが、鋳鉄はFC250もよく採用されています。大量生産時に耐えられる剛性が必要なときは、熱処理をしたSKS3を使うケースも。軽さが必要なときは、アルミニウム合金A7075が使われます。 - パンチ
パンチはSKD11が標準です。少量生産時にはSKS3が用いられます。他に、小さな形状に適するSKH51、摩耗性や生産量が多いと、超硬合金や粉末ハイスです。 - バッキングプレート
バックアップ目的の高い剛性が必要だとSK材です。熱処理をしないSC50Cは、受圧面積が大きいパンチ部品などのバックアップと脱落対策や高さ調整で使われます。 - パンチプレート
熱処理をしないSS400やS50Cが使われます。大量生産時だと、熱処理をしたSKS3やSKD11、または硬度のあるプリハードン鋼です。SKS3の加工誤差によっては、SKD11も選択肢に入ります。 - パストリッパプレート
S50Cやプリハードン鋼のような、熱処理不要のものが少量生産時やかす取りに向いています。パンチガイドをプラスするときは、熱処理したSKS3、SKD11です。 - ダイプレート
通常はSKD11、少量生産時にはSK材やSKS3が用いられます。
【PR】
コンピューターと職人による超精密加工
品質の高さを重視した金型なら
山岡製作所

引用元:山岡製作所公式サイト (https://www.yamaoka.co.jp/)
引用元:山岡製作所公式サイト(https://www.yamaoka.co.jp/)
山岡製作所の
品質に対する取り組み
さまざまな機械を駆使して作り上げた精巧な金型で、量産品を作り上げるプレス加工。複雑な形状であればあるほど、求められる精度が高くなります。
山岡製作所では、精度を高めるために、CAEによる解析を行なっています。これにより試作や調整期間を短縮できるだけでなく、設計品質の向上、不具合の帽子と原因解明にもつながります。
また、精巧な金型づくりに欠かせない要素として、作業者の技術力もその一つ。山岡製作所は技能者資格の取得補助を行なっており、その成果として金型・プレス・射出成型関連で2級以上の技能士資格を持つ社員が21名在籍しています(2024年9月時点)。
技能士資格の取得に留まらず、社内でスキルレベルに応じた技能士のランク付けも行なっているなど、並々ならない品質へのこだわりが感じられます。
FACILITY
山岡製作所の設備
全58種類
●CNC治具研削盤
●高速レシプロ研削盤
●CNCプロファイル研削盤
●NC平面研削盤
●CNC成形平面研削盤
など
COMPANY
山岡製作所の会社情報
| 会社名 | 山岡製作所 |
|---|---|
| 所在地 | 京都府城陽市平川横道93 |
| 電話番号 | 0774-55-8500 |
| 工場・拠点 | 本社工場 宇治田原(第一・第二・第三・第四工場 宇治田原(南工場) |
プレス金型の製作に必要な設備
プレス金型を製作するには、設計、加工など工程ごとに様々な設備が必要です。プレス金型の製作には以下のような設備を使用します。
- CAD・CAM
CADは、プレス金型をコンピータ上で設計するための設備です。CAMは、CADで作成したデータから、工作機械を動かすデータを作成します。このCAD・CAM のおかげで、金型をコンピータ上で作成し、シミュレーションをすることが可能になります。 - 粗加工用のフライス盤、面加工用の平面研削盤、穴加工用のフライス盤
プレス金型を加工するときには、粗加工用のフライス盤、面加工用の平面研削盤、穴加工用のフライス盤を使用します。プレス金型の種類に合わせて、加工用のフライス盤、研削盤が異なります。 - マシニングセンタ、ワイヤ放電加工機
マシニングセンタは、切削加工で使用されるNC工作機のことです。高精度の金型の製作に重要な位置を占めます。ワイヤ放電加工機は、電気エネルギーで素材を溶融・除去することで、輪郭形状に加工します。 - その他の設備
測定機、突合せプレス、射出成形機、走行クレーン、ワンショット3D形状測定機、3Dスキャナ型三次元測定機などがあります。
プレス金型が完成するまでの流れについて
金型を注文した後、金型が完成するまでのフローについても解説します。
制作指示から金型決定
まずは金型の受注・手配です。依頼を受け、どのような金型を用意すべきなのかを確認し、機械の能力や仕様の検討、そして金型の機能を決定します。金型によって何ができるのかが決まりますので、この点は実際に加工品を制作する工程ではありませんが、その後の作業を決定付ける重要な部分です。
金型の設計のために
金型の仕様が決定した後、金型を作る為の材料・部品の手配を行います。こちらも当然ですが、「何を作るのか」によって変わる部分です。材料や部品の手配が終了した後、NS機械用情報の作成へと移行します。
トライ&サンプル制作
金型か完成した後、一度サンプルを作成します。サンプルを見て金型の納品となるか、あるいは微調整するかを決める、いわば最終チェックの部分です。
金型は緻密な世界です。数mmのズレがあっても許されないため、最終チェックも重要です。
プレス加工機の種類
プレス加工するための機械には幾つかの種類があります。各機械によって特徴が異なるため、製品の目的・用途に合ったプレス加工機を選ぶことが大切です。ここでは「機械プレス」「液圧プレス」の2種類の特徴を紹介します。
機械プレス
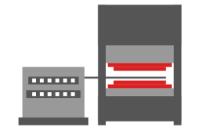
機械プレスは、文字通り機械式のプレス加工機です。モーターの回転運動を機械的エネルギーに変換して、機械機構によりスライドストロークを上下させプレス加工を行います。多くの生産現場で導入されており、メジャーなプレス加工機です。
機械プレスのメリットは、高速加工により工期短縮できること、比較的メンテナンスがしやすいこと、加工の自動化ができることです。金属プレス加工の大量生産に欠かせない加工機といえるでしょう。
液圧プレス
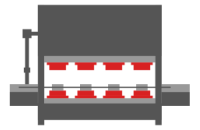
液圧プレスは、圧力を持つ液体を動力源とするプレス加工機です。油圧・水圧など圧力のある液体を電気モーター式のポンプでシリンダ内に充填し、ピストン運動でスライドを上下させプレス加工を行います。
液圧プレスのメリットは、液圧を制御して加工速度を調整したり、ストロークの長さを自在に変更して長尺・長物加工にも対応できることです。液圧の種類には油圧と水圧がありますが、最も普及しているのは油圧で、現在では水圧はほとんど使われていません。
金型加工のDX
金型加工業界でもDX(デジタルトランスフォーメーション)の波はありますが、まだまだ導入が進んでいないのが現状です。金型加工を行う企業では未だに職人の勘と経験に頼っていることもあり、DXへの取り組みが期待されています。
金型加工業界におけるDXのメリットと将来の展望
金型加工にDXを取り入れることで、「設計業務の作業性向上」「各工程における作業者の連携の実現」「現場環境の改善」などが期待できます。金型製作では設計から製作、調整といった数々の工程がありますが、DXによって高品質な製品を効率良く製作できるようになるでしょう。
金型加工のDXでは、CAD/CAMや3D CADなどのデジタル技術を導入し、設計しやすくしたり、営業から現場作業員までがデータの共有を行えるようにします。
金型加工にDXを取り入ることができれば、絶えず変化するものづくり環境にも対応できるうえ、顧客ニーズにも応えられます。製作工程における作業の効率化が実現できれば、企業の競争優位性の確立にもつながるでしょう。
DX(デジタルトランスフォーメーション)とは
デジタルトランスフォーメーションとは今まで人の力のみで行っていた作業にデジタル技術を取り入れ、より効率良く質の高い仕事を実現しようということ。金型製作においては自動化や工程の集約などによる人員コストの削減などを指します。
金型製作における実際のDX事例
DXによって設計効率化と作業環境改善を実現
自動車や建築資材などのプレス金型の製作を行うA社では、DXによって設計の効率化の実現を成功させました。設計段階の見直しによってコスト削減を目指しており、CAD/CAMをもとに独自開発した3次元設計支援システムを導入。ユーザー情報を入力して金型の3次元モデルを構築させれば、三面図やピューワデータなどすべてを自動出力できます。
システム導入によって設計の効率化が実現できたほかにも、各工程の人員同士の連携がとれるというメリットも得られました。データを共有できることで現場作業者が設計に問い合わせる回数も減り、現場の作業環境も改善したのだそうです。
※参照元:株式会社日本産機新聞社/株式会社金型新聞社「金型しんぶんONLINE」 https://kanagata-shimbun.com/210914special-dx/
注目の関連記事


